

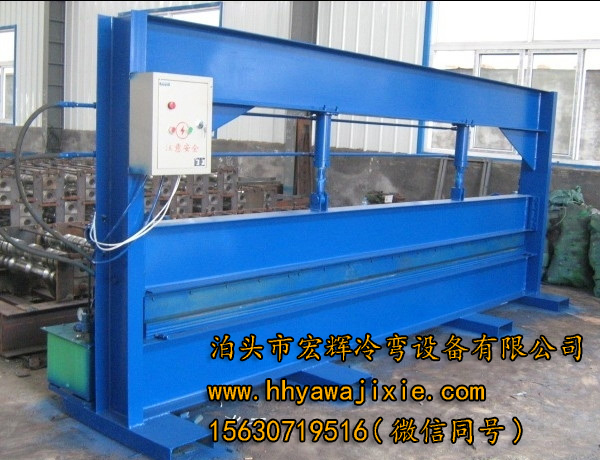
重型折彎?rùn)C(jī)包括支架、工作臺(tái)和夾緊板,工作臺(tái)置于支架上,工作臺(tái)由底座和壓板構(gòu)成,底座通過(guò)鉸鏈與夾緊板相連,底座由座殼、線圈和蓋板組成,線圈置于座殼的凹陷內(nèi),凹陷頂部覆有蓋板。
重型折彎?rùn)C(jī)使用時(shí)由導(dǎo)線對(duì)線圈通電,通電后對(duì)壓板產(chǎn)生引力,從而實(shí)現(xiàn)對(duì)壓板和底座之間薄板的夾持。由于采用了電磁力夾持,使得壓板可以做成多種工件要求,而且可對(duì)有側(cè)壁的工件進(jìn)行加工。
重型折彎?rùn)C(jī)的選擇:
1、工件:第一個(gè)值得考慮的重要事項(xiàng)是您要生產(chǎn)的零件,要點(diǎn)是購(gòu)買一臺(tái)能夠完成加工任務(wù)而工作臺(tái)短、噸數(shù)小的重型4米折彎?rùn)C(jī)。
2、撓變:在相同的載荷下,10英尺機(jī)工作臺(tái)和滑塊出現(xiàn)的撓變是5英尺機(jī)的4倍。這就是說(shuō),較短的機(jī)器需要較少的墊片調(diào)整,就能生產(chǎn)出合格的零件。減少墊片調(diào)整又縮短了準(zhǔn)備時(shí)間。
3、零件的彎曲半徑:為了選擇低的噸數(shù)規(guī)格,可以為大于材料厚度的彎曲半徑作打算,并盡可能地采用自由彎曲法。彎曲半徑較大時(shí),常常不影響成件的質(zhì)量及其今后的使用。
4、度:彎曲精度要求是一個(gè)需要慎重考慮的因素,正是這個(gè)因素,決定了您需要考慮一臺(tái)CNC折彎?rùn)C(jī)還是手控折彎?rùn)C(jī)。如果彎曲精度要求±1°而且不能變,您必須著眼于CNC機(jī)。
5、模具:必須檢查每件模具的磨損,方法是測(cè)量凸模前端至臺(tái)肩的長(zhǎng)度和凹模臺(tái)肩之間的長(zhǎng)度。
6、彎曲件邊長(zhǎng):可以根據(jù)新老機(jī)器的需要加以改進(jìn)。利用該裝置,成形長(zhǎng)邊零件只需一人操作。
 <
< <
< <
< <
<




.png)